羅茨風(fēng)機(jī)間隙過大的調(diào)整方法
文章出處:羅茨風(fēng)機(jī)廠家
發(fā)布時(shí)間:2022-01-05
點(diǎn)擊數(shù):
羅茨風(fēng)機(jī)是一種容積式動(dòng)力機(jī)械,兩葉輪由一對同步齒輪傳動(dòng)反向旋轉(zhuǎn),通過葉輪型面的“嚙合”(葉輪之間有一定的間隙,并不互相接觸)使進(jìn)氣口和排氣口隔開,將吸入的氣體無內(nèi)壓縮的從吸氣口推移到排氣口,被輸送的吸入氣體,在達(dá)到排氣口瞬間,因排出側(cè)高壓氣體的回流而被加壓向系統(tǒng)輸送而做功。由于周期性的吸、排氣和瞬時(shí)等容壓縮造成氣流速度和壓力的脈動(dòng),因而會(huì)產(chǎn)生較大的氣體動(dòng)力噪聲。
機(jī)殼間隙的調(diào)整:是通過機(jī)殼與墻板定位銷孔來保證的,因?yàn)樵诓鹦讹L(fēng)機(jī)時(shí),一定不能損壞定位銷孔。葉輪—葉輪間隙的調(diào)整:將葉輪轉(zhuǎn)到間隙示意圖位置,將從動(dòng)齒輪對準(zhǔn)主動(dòng)齒輪標(biāo)記壓入軸上,依次裝入齒輪擋圈,止動(dòng)墊片和鎖緊螺母,并將鎖緊螺母稍稍緊上。將葉輪試轉(zhuǎn)一圈,若不能轉(zhuǎn)動(dòng),將葉輪回轉(zhuǎn)以使接觸處在上,用銅棒輕輕敲打葉輪間隙部位,使齒輪和軸的錐部配合相對移動(dòng),從而達(dá)到調(diào)整葉輪間隙的目的。當(dāng)葉輪—葉輪間隙符合規(guī)定值時(shí),將齒輪鎖緊。
調(diào)整方法
(一)清洗
1. 拆開羅茨風(fēng)機(jī)進(jìn)出口管路,清除羅茨風(fēng)機(jī)機(jī)內(nèi)酸泥及雜物,再用盲板將下部進(jìn)口封死。
2. 從羅茨風(fēng)機(jī)上部拆開加入13%Na2CO3水溶液加至盤動(dòng)葉輪不溢出為止,并適當(dāng)盤動(dòng)羅茨風(fēng)機(jī)葉輪,以中和風(fēng)機(jī)內(nèi)酸性物,10~20分鐘后拆開下部盲板放出溶液,然后按此方法反復(fù)清洗兩次,最后用清水將羅茨風(fēng)機(jī)內(nèi)沖洗干凈。
3. 及時(shí)吊出葉輪,清除羅茨風(fēng)機(jī)內(nèi)、兩葉輪及迷宮密封內(nèi)的污垢及雜物,將羅茨風(fēng)機(jī)擦干凈后用防銹油將沾過水的部位抹一遍,以防生銹。
4. 將兩葉輪吊入風(fēng)機(jī)機(jī)座內(nèi),用兩壓蓋壓緊兩端軸承盒。
(二)測量
用調(diào)節(jié)螺釘將兩葉輪同時(shí)調(diào)向聯(lián)軸器一側(cè),使兩葉輪端面與聯(lián)軸器側(cè)面的間隙達(dá)到正常(約為0.4~0.5mm)。盤動(dòng)兩葉輪并檢查四組迷宮密封組件是否處于正常位置,如不正常,記下尺寸,以便以后拆下時(shí)做適當(dāng)加工或處理。
測出兩葉輪凸出部位與羅茨風(fēng)機(jī)底座弧面之間的間隙,測出兩葉輪凸出位與另一葉輪相近處間隙,測出兩葉輪端面與底座兩側(cè)內(nèi)立面之間的間隙,在上述各測量位置作記號并記錄。
機(jī)間隙過大的調(diào)整方法")
壓緊蓋板,測出兩葉輪凸位與蓋板內(nèi)弧面之間隙,測出蓋板兩側(cè)面與兩葉輪兩側(cè)面之間的間隙,也分別作記號并記錄。
(三)修復(fù)
1. 鑲凸條
(1)按尺寸加工好凸條12根。材料根據(jù)羅茨風(fēng)機(jī)使用時(shí)接觸介質(zhì)而定,如與酸接觸建議用一定強(qiáng)度的耐酸材料,如不銹鋼,以下加工材料與此相同。
(2)按尺寸在兩葉輪的4個(gè)凸位處銑加工燕尾槽并鉆孔。
(3)按尺寸加工螺栓36個(gè)及配套螺母36個(gè)。
(4)將凸條每3根一組分別鑲?cè)肴~輪的4條燕尾槽內(nèi),用按(3)加工的螺栓緊固、安裝時(shí)有部位過緊可用手提式砂輪修磨。
2. 鑲端面
(1)按尺寸在兩葉輪靠近齒輪方向各鉆螺栓孔12個(gè)。
(2)按尺寸加工兩葉輪靠齒輪方向端面鑲件,共加工4件(建議鑲件鑲?cè)肴~輪后再鉆孔)。
(3)按尺寸加工3種緊固鑲件螺栓、每種8個(gè),配購或加工配套螺帽24個(gè)(螺帽按常用標(biāo)準(zhǔn)加工)。
(4)將鑲條對號裝入兩葉輪靠齒輪方向端面,用按(3)加工的螺栓緊固。
相信大家看完以上內(nèi)容以后,應(yīng)該也對羅茨風(fēng)機(jī)間隙過大的調(diào)整方法有所了解了,希望會(huì)對大家有所幫助吧。
本文詞標(biāo)簽:羅茨風(fēng)機(jī)
本文鏈接地址:http://www.jsjinyan.cn/html/news/n02/707.html
相關(guān)資訊
鑫仟順最新產(chǎn)品


隨機(jī)文章
- 如何區(qū)分羅茨鼓風(fēng)機(jī)與離心風(fēng)機(jī)?
- 三葉羅茨鼓風(fēng)機(jī)放氣閥的設(shè)定方法
- 羅茨風(fēng)機(jī)流量過大的原因有哪些?
- 羅茨鼓風(fēng)機(jī)選型時(shí)需要知道的幾個(gè)參數(shù)?
- 回轉(zhuǎn)式鼓風(fēng)機(jī)-風(fēng)機(jī)噪聲原因和治理措施分析
- 羅茨鼓風(fēng)機(jī)齒輪磨損嚴(yán)重的問題怎么解決?
- 羅茨風(fēng)機(jī)皮帶發(fā)熱原因及日常操作:
- 鑄鐵羅茨風(fēng)機(jī)和不銹鋼羅茨風(fēng)機(jī)有什么區(qū)別?
- 清洗羅茨鼓風(fēng)機(jī)時(shí)需要注意哪些問題
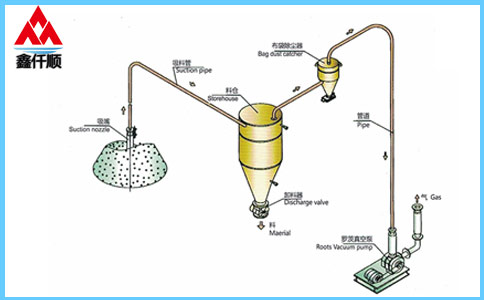
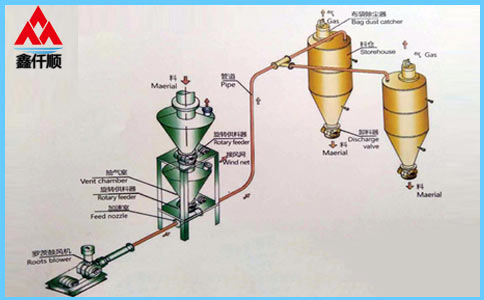
- 羅茨風(fēng)機(jī)在氣體運(yùn)輸都有哪些有利條件?
